Infrastructure
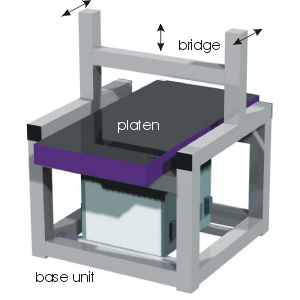
As well as active agents, a minifactory must have passive infrastructural components for the agents to sit and ride upon. This infrastructure includes base units, field joinable platen tiles which are supported by the base units, and bridges which attach to the base units and extend over the platens.
The base units provide slots for attaching bridges and other equipment, such as courier brain boxes. The bridges are very similar to the frame, and provide slots to attach manipulators and other minifactory fixtures. In addition to its structural role, each base unit provides services for all of the minifactory agents. Base units do not have computers; each minifactory agent has its own computer.
The most critical component of the minifactory infrastructure is the field-joinable platen tile. Platen tiles are either 600 mm by 1200 mm or 600 mm square. They form the air bearing stator for all of the minifactory couriers. Each platen tile has a precisely formed top surface with ferromagnetic teeth spaced on a 1 mm by 1 mm grid. The precision grid generates motive reaction forces while also being used for a precision position reference. Rectangular and square platen tiles can be joined together in the field to form various factory topologies which can include T- and L-junctions. Courier robots can fly over the cracks between platens.
Base Units
| A minifactory base unit provides structural support for rectangular minifactory platens and provides standard services (power, air, vacuum, and network) for up to 8 minifactory agents. Top surfaces A are reserved for mounting bridges; side surfaces B are reserved for courier tether travel; surfaces C are for mounting agent equipment such as brain boxes and the like. Base units are 900 mm wide by 860 mm long. Castors and leveling jacks are an integral part of each base unit. | 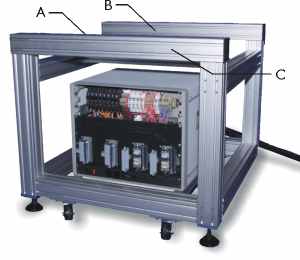 |
 |
Each side of a base unit has four modular minifactory connectors. Each base unit receives its own 120 V 20 A supply. |

Base units are placed adjacent to each other as shown above, with power, air vacuum, and network services daisy-chained between units. Rectangular platen tiles for minifactory couriers join contiguously to form "platen highways" as shown.
 |
Shown here are the four minifactory base units we have completed in our laboratory as of summer 1999. They are arranged in a linear fashion, but can also be arranged in configurations appropriate for T- and L-junctions.
|

Cables & Connectors
| Every agent in a minifactory receives its services through a single standard minifactory connection. Connector A is a minifactory standard and plugs into a base unit. Connector B (shown in gray) connects to an agent and can be of any type required by the agent. | 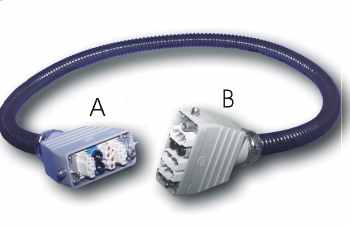 |
 |
The standard minifactory connector simultaneously connects power, air, vacuum, and network (local and factory-wide 100 Mbit/s Ethernet sub-networks).
|
Bridges
 Bridges span the rectangular platens and attach to the top rails of the base units for structural support. They are shaped more or less like "goal posts" whose horizontal part can be manually adjusted in height to accomodate different agents. Bridges can be manually moved anywhere along a base unit.
Bridges span the rectangular platens and attach to the top rails of the base units for structural support. They are shaped more or less like "goal posts" whose horizontal part can be manually adjusted in height to accomodate different agents. Bridges can be manually moved anywhere along a base unit.
Platen Tiles
Minifactory platen tiles provide support and air bearing stators for the courier robots. Tiles have a fine grid of square steel posts which provide passive reaction forces for the courier motors, while also serving as a precision position reference.

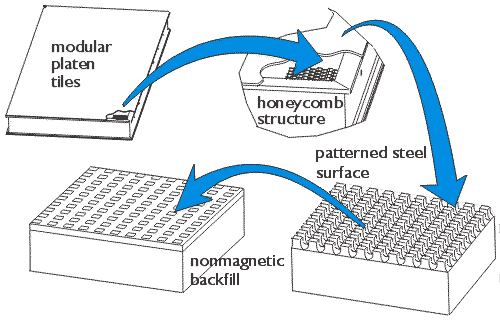
Platen tiles are either rectangular (1.2 m by .6 m) or square (.6 m by .6 m). The rectangular tiles have an array of 720,000 .5 mm by .5 mm square steel posts on a 1 mm by 1 mm grid. We make our own platens by an assembly process followed by a series of subtractive and additive manufacturing operations.

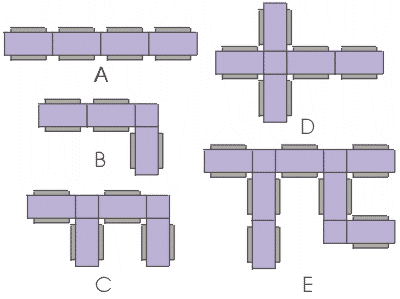
 Rectangular and square platen tiles can be combined in many different ways to produce various minifactory layouts. Note that each rectangular tile must be supported by a base unit, whereas square tiles do not require base units for support. Configuration A is a straight-line factory whose length is 4.8 m. Configuration B illustrates an L-junction which might be required to fit a minifactory in a particular space. Configuration C adds a T-junction, facillitating branching for sub-assembly convergence or product mix considerations. Configurations D and E are more complicated arrangements. With the number of base units and platens we have in our laboratory, we can rapidly set up the first three configurations.
Rectangular and square platen tiles can be combined in many different ways to produce various minifactory layouts. Note that each rectangular tile must be supported by a base unit, whereas square tiles do not require base units for support. Configuration A is a straight-line factory whose length is 4.8 m. Configuration B illustrates an L-junction which might be required to fit a minifactory in a particular space. Configuration C adds a T-junction, facillitating branching for sub-assembly convergence or product mix considerations. Configurations D and E are more complicated arrangements. With the number of base units and platens we have in our laboratory, we can rapidly set up the first three configurations.
Network Topology
| Each agent A has a pair of 100 Mbit/s connections to Fast Ethernet Repeaters R that connect to Fast Ethernet switches S. This allows each agent to communicate over both a factory-wide TCP/IP global network as well as a special high-speed agent-to-agent network for those agents connected to the same base unit (gray rectangles). | 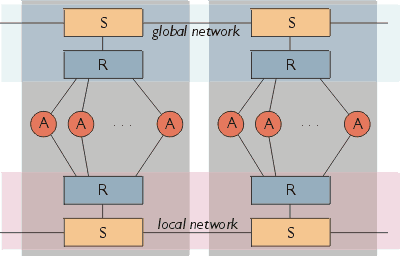 |
 |
 |